すべてのレンズを、目視で検査する

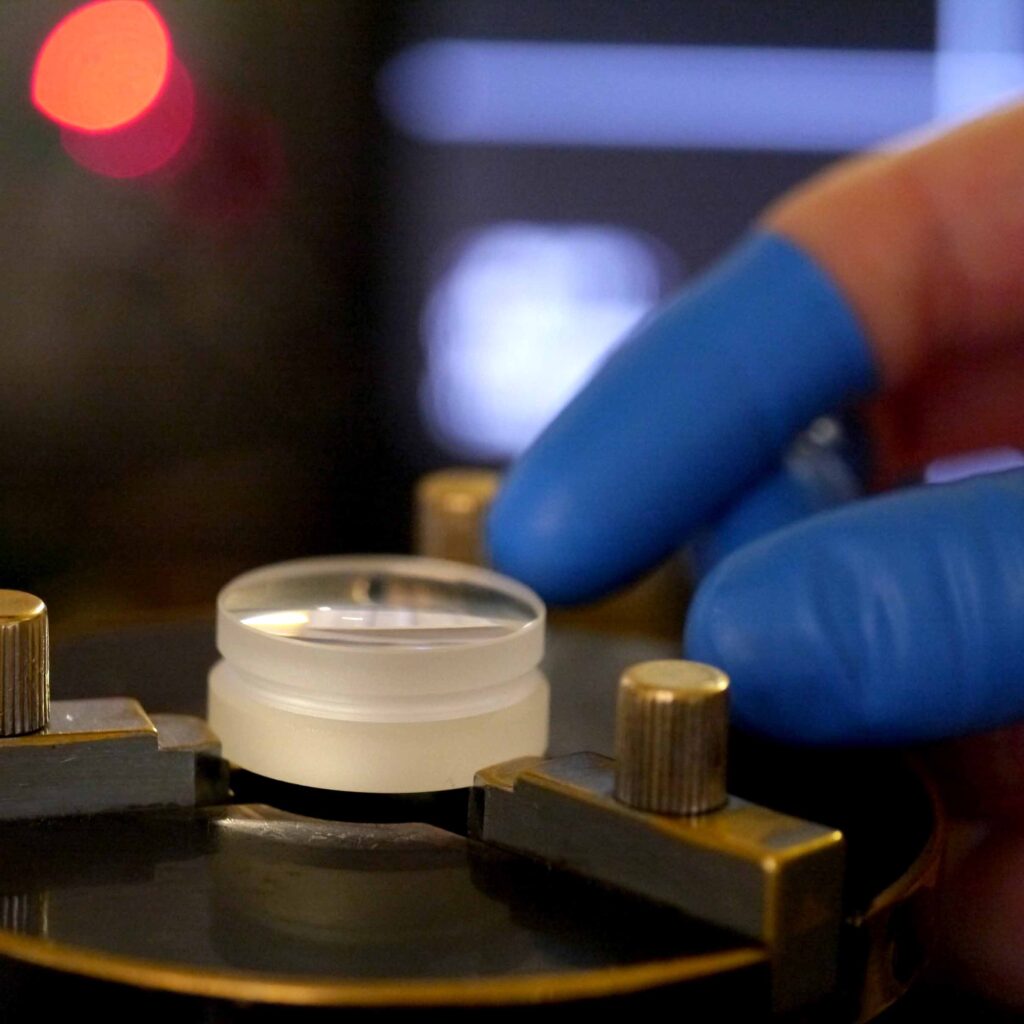
コシナ飯山ファクトリーには、外部からの光が差し込まないように遮光され、粛々(しゅくしゅく)とした雰囲気のエリアがあります。研削や研磨工程の場とは異なり、フラットな配光ではなく極端に照度を落とした空間です。上の写真は、ハイエンド光学レンズの外観について、透過光を用いた目視による検査をしている様子です。レンズを光にかざし、表面および端面にごく僅かな傷などが見つかれば不合格となります。この検査工程に辿り着くまでに、光学的な性能検査に関しては問題ないと判断されたレンズですが、この厳しい外観チェックをパスしなければ製品になることは許されないのです。すべてのレンズは目視で検査されることから、正確さとスピードを求められる工程であり、この技能領域で活躍してくれる大多数は、集中力と審美眼に秀でた社員たちです。
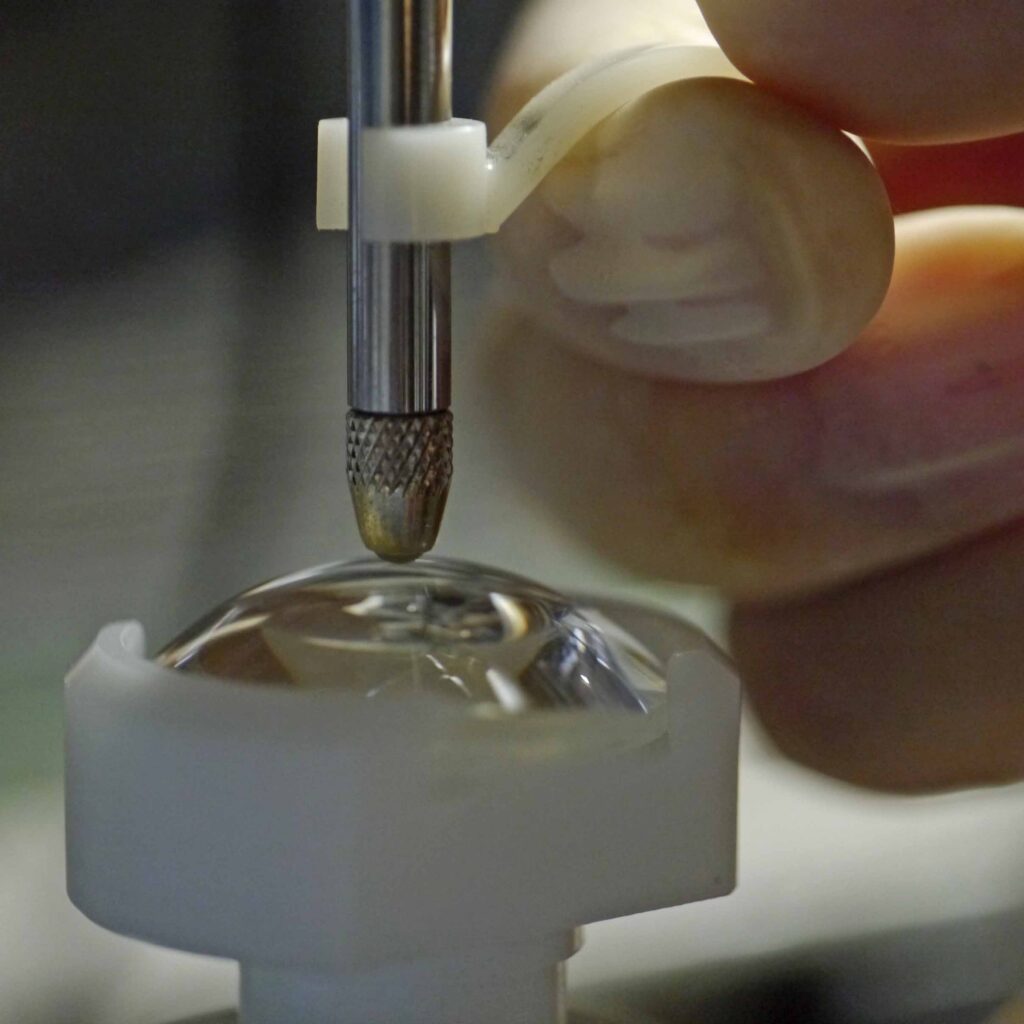
研磨されたレンズの厚さについても、すべてのレンズが厳密に測定されます。公差(工作物の目標寸法に対して、出来上がりに許される最大寸法と最小寸法の差)は1/100ミリに設定され、測定は1/1000ミリ単位で行われます。すべてのレンズで目標寸法との差をゼロにすることは不可能に近いので、公差の範囲においてプラス傾向とマイナス傾向でそれぞれ数グループに分類していきます。複数のレンズを組み込む際に、プラスのグループとマイナスのグループの適切な組み合わせで公差を相殺することでバランスをとり、バラツキのなかで全体の精度を向上させていくのです。
また、心取りされたレンズ(参照:022レンズの中心を見極める心取り)の光学的な中心がズレていないかどうかを厳密に測るレーザー試験機を活用した測定検査も、すべてのレンズで行われています。特に複数のレンズを貼り合わせて製作したエレメントでは、1枚のレンズよりも偏心してしまう確率が上昇しますが、同じ条件で検品します。そして規定の水準に達していなければ、製品を構成する光学部品として採用されることはありません。すべてのレンズにおいて外観、厚さおよび光学的中心の合致の3項目が厳密に検査され、合格したものだけが次工程に進むことができるのです。