バレル研磨で粒ぞろいの素材を仕込む
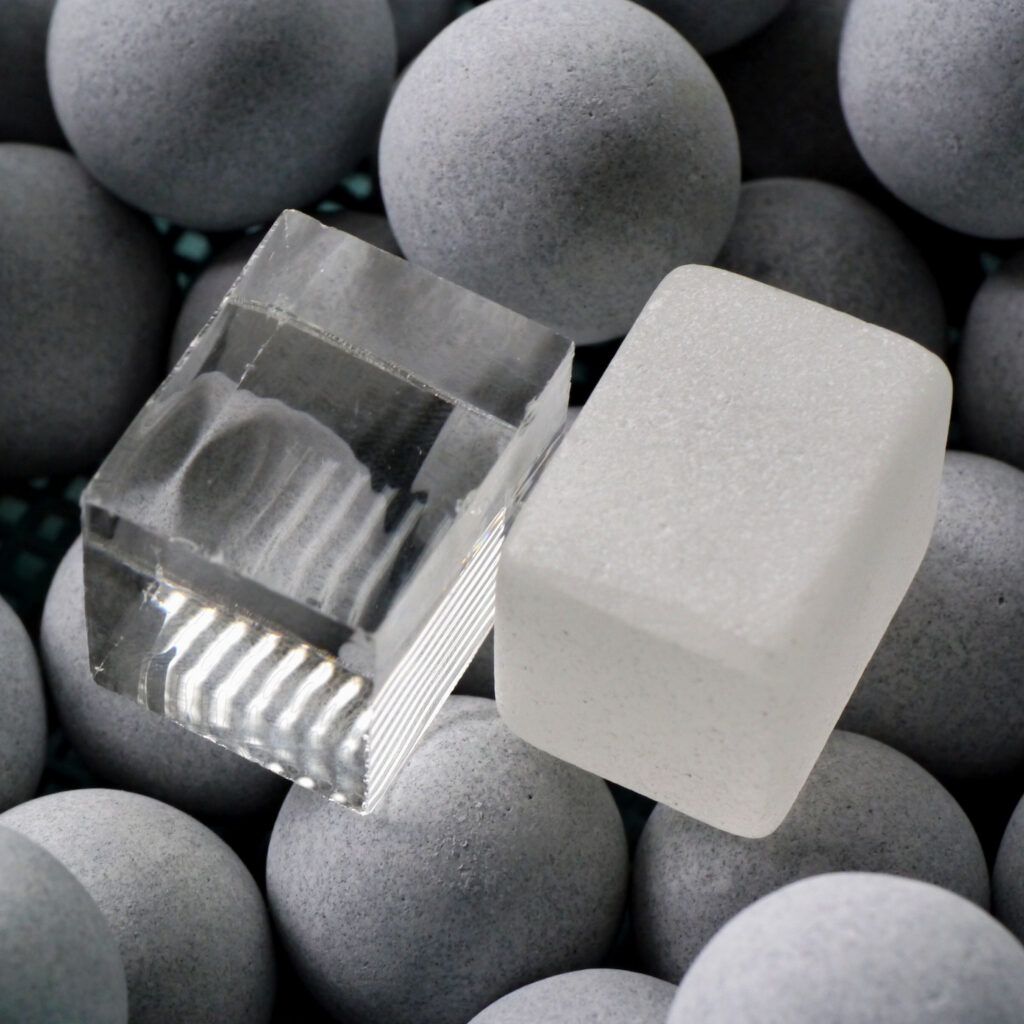
研削前のレンズ原形はプレス成形によって形づくられます。その際に品質を左右する重要な事項が、光学素材の質量と表面の仕上げ状態です。上の写真は、手作業でカットした切断品(左)と、それをバレル研磨により規定の質量に合致させた状態のもの(右)です。ふたつのガラスの下にあるのが、研磨石(けんまいし)と呼ばれるもので、バレルの中に光学ガラスと研磨石、研磨材と水を一定の割合で混合し、擦り合わせます。バレル研磨をした後の光学ガラスのエッジには丸みがついているので、プレス成形時に均一に圧力がかからずクラックが入ったり、ガラスの成分が白く結晶化してしまう現象の予防にも役立ちます。

小布施ファクトリーでは光学ガラス切断品の仕上げ質量に応じて数種のバレル研磨が行われていますが、ここでは振動バレル研磨機で説明します。この装置は3次元的な振動でバレル槽の内容物を流動させ摩擦力を生じさせるものです。光学ガラス切断品は精密秤量で選別された最も質量の大きなグループが最初に投入されます。定期的にバレルから取り出され秤量し、2番目に質量の大きかったグループと同じ数値まで到達したところで第2グループを投入。同様に研磨と秤量をくり返して第3グループを投入という手順で進み、最終的にはすべての光学ガラス切断品は同質量でエッジに丸みのついた粒ぞろいの素材になるのです。

こうして手間と時間をかけて研磨された光学ガラス切断品は、プレス成形の工程に送られる前に最終的なチェックと小さなキズの除去が行われます。ひとつひとつ丁寧に目視され、ごく僅かでも問題があれはダイヤモンド砥石により手作業で水研ぎをするのです。光学ガラス素材の割断、バレル研磨による質量の均一化そして最終段階のキズとりに至るまで人間の手でしかできない工程が連続しています。これらの作業は機械に置き換えることは困難であり、やるかやめるかのいずれかひとつを選ぶしかありません。ここで人の手を介することを選んでいるのは、ハイエンド光学デバイスの源流である光学ガラス素材に愛情を持ち、本能的にすべてを良品として仕上げたいという思いが反映されているからなのです。